|
Практика 11. Моделирование событий по заданному закону распределения случайной величины
|
|
|
| Рисунок – Распределение вероятностей по параметру задачи |
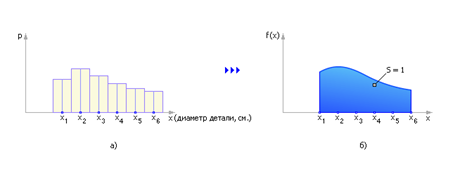
Смоделировать выпуск деталей можно, предварительно разметив шкалу от 0 до 1 в пропорции частот.
Для этого измерьте высоты каждого из прямоугольников, отнормируйте их значения пропорционально так, как на рисунке ниже, чтобы в сумме они дали число, равное 1, и отложите полученные значения в виде интервалов на ось [0,1].
Далее, разыгрывая случайные числа с помощью стандартного ГСЧ, смотрите, в какой интервал они попадают и определяйте, деталь какого размера выпускает в данный момент робот.
|
|
| Рисунок – Распределение вероятностей и метод их моделирования |

Чаще других в природе реализуется нормальный закон распределения случайных величин. Общая идея метода ЦПТ следующая: требуется сложить случайные числа с любым законом распределения, нормализовать их и перевести в нужный диапазон нормального распределения.
Допустим, что нам надо в целях имитации получить ряд случайных чисел x, распределенных по нормальному закону с заданными математическим ожиданием mx и среднеквадратичным отклонением σx.
Сложим n случайных чисел, используя стандартный ГСЧ:
Согласно ЦПТ числа V образуют ряд значений, распределенных по нормальному закону («Сумма случайных величин есть величина не случайная, распределенная по нормальному закону»). Эти числа тем лучше описывают нормальный закон, чем больше параметр n. На практике n берут равными 6 или 12.
Заметим, что закон распределения чисел V имеет математическое ожидание mV = n/2, σV=sqrt(n/12). Поэтому он является смещенным относительно заданного произвольного.
С помощью формулы z=(V–mV)/σV нормализуем этот ряд. Получим нормализованный закон нормального распределения чисел Z. То есть mz = 0, σz = 1.
Формулой (сдвиг на mx и масштабирование на σx) преобразуем ряд Z в ряд x: x = z • σx + mx.
Пример. Смоделировать поток заготовок для обработки их на станке. Известно, что длина заготовки колеблется случайным образом. Средняя длина заготовки составляет 35 см, а среднеквадратичное отклонение реальной длины от средней составляет 10 см. То есть по условиям задачи mx = 35, σx = 10.
Тогда значение случайной величины будет рассчитываться по формуле: V = r1 + r2 + r3 + r4 + r5 + r6, где r — случайные числа из ГСЧрр [0; 1], n = 6.
X = σx • (sqrt(12/n) • (V – n/2)) + mx = 10 • sqrt(2) • (V – 3) + 35
или
X = 10 • sqrt(2) • ((r1 + r2 + r3 + r4 + r5 + r6) – 3) + 35.
Примечание. Случайные числа из ГСЧ повторно брать нельзя.
Задача 1
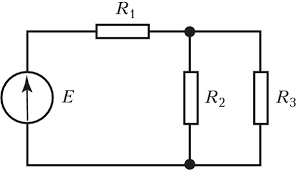
Имеется электрическая схема, каждый из элементов которой изготовлен на заводе с определенным разбросом номинала. Цель схемы – удержать выходное напряжение на R1 в определенном значении. Каково математическое ожидание напряжения на схеме и его разброс при заданных номиналах ее составляющих?
Запишите формулу выходного напряжения на R1 в зависимости от ее остальных параметров. Проимитируйте изменение случайных величин ее параметров, учитывая, что каждый параметр может не попасть в среднее его значение на величину 10% от номинала по нормальному закону. То есть: сигма=0.1*М. М и сигма – математическое ожидание и среднеквадратичное отклонение нормального закона. Значение M для каждого R и Е задайте самостоятельно.
Вычислите среднее значение напряжения схемы на R1 и его разброс с точностью 80%.
|
|
| Рисунок – Электрическая схема |
Задача 2
Соберите два варианта схемы - с последовательным соединением двух резисторов и параллельным их соединением так, чтобы оба варианта выдавали одинаковое теоретическое напряжение на концах соединения. Меняя случайным образом по нормальному закону номинал каждого сопротивления, ответьте на вопрос, какая схема надежнее с точки зрения удержания напряжения в заданном диапазоне?
Нарисуйте распределение напряжения и определите у него математическое ожидание M и дисперсию D.
Принять: сигма=0.1*М, сигма=√(D/n).
Задача 3
Два станка работают последовательно. Первый, обработав детали у себя, передает их без задержки второму. Производительность станков одинакова U±а [штук деталей в час] и меняется случайно каждую минуту по нормальному закону с параметрами (U, a). Среднеквадратичное отклонение от математического ожидания «а» - доля от U.
На склад первого станка детали приходят каждый час точно в количестве U штук. Готовые детали с линии снимаются всегда моментально, как только они прошли обработку.
|
|
| Рисунок – Схема технологической линии |
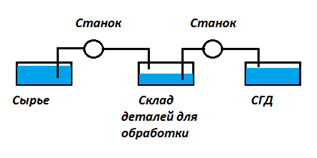
Запас деталей на входном складе каждого станка на начало их работы равен R [штук]. При недостатке деталей на входном складе для обработки станок останавливается и ждет их. При избытке деталей на входном складе следующего станка предыдущий станок останавливается и ждет, когда освободится место на складе для его деталей.
Определите отношение суммарного времени простоя одного и (или) двух станков из-за дефицита деталей D и суммарного времени простоя P станков из-за переполнения какого-либо склада к общему времени их работы T: D/T, P/T. Когда стоят два станка, то учитывать простой надо в двойном размере.
Студенты с четным номером в списке в журнале группы: снимают зависимости D/T и P/T от «а».
Студенты с нечетным номером в списке в журнале группы: снимают зависимости D/T и P/T от «R».
Точность расчета принять – 95%.
Задача 4
В таблице задан закон распределения вероятностей работы станка-робота (длина сосиски).
| Случайный номинал детали, Х | 12-14,999… | 15-16,99… | 17-20,499.. | 20,5-24,99.. | 25-27,299.. | 27,3-29 |
| Вероятность события | 0.1 | 0.1 | 0.35 | 0.2 | 0.15 | 0.1 |
Указанный в таблице отсчет касается середины отрезка, на котором он задан. Аппроксимацию между отсчетами проводить линейной функцией (ломаная). Обеспечьте условие: сумма вероятностей всех несовместных событий равна 1.
Сымитируйте 200 случайных событий Х, распределенных по этому закону.
Рассчитайте параметры закона – математическое ожидание и дисперсию.
Представьте распечатку Х, М, D и постройте гистограмму частот X в равных интервалах (не менее 10 и не более 20 интервалов) с указанием вычисленных частот. Сравните ее с исходным условиям. Подсчитайте критерий несовпадения диаграмм «хи-квадрат».
| О руководителе курса «Моделирование систем» | Лекция 02. Линейные регрессионные модели | ||||||||||||||||
|
|||||||||||||||||